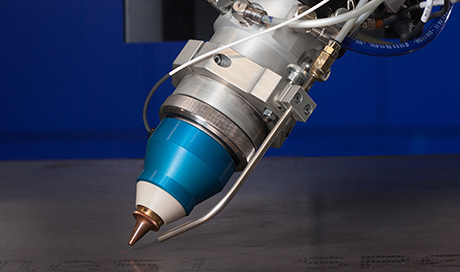
Basically when cutting with the laser the beam is focused on the material through the hole in the nozzle. This heats the material and melts it. A cutting gas, which flows co-axially through the nozzle, removes the molten material.
You can choose between three basic types:
With sublimation cutting, the laser beam brings the material to its vaporisation point directly (sublimation). An inactive (inert) cutting gas such as Nitrogen forces the molten material out of the cut. Typical materials are, amongst others, wood and plastic. Thin metals can also be cut in this way.
Flame (oxygen cutting) by contrast, is characterised by the fact that the material is only heated to its ignition temperature. Oxygen is used as cutting gas, so that the material burns and forms an oxide which melts through the additional energy from burning. The cutting Oxygen then forces the slag out of the cut. Typical material is, for example, low alloy steel (mild steel).
For fusion cutting, the material is melted directly by the laser beam. As with sublimation cutting, an inert gas, usually Nitrogen, is also used here to force the molten material out of the cut. This process is typically used for alloyed steels (Stainless Steel).
Characteristics:
Plate thickness: 1 mm up to 25 mm
Typical: 0.5 mm up to 20 mm
Key features:
- Laser light can be well focused ca. 0.2 mm
- Very high power density (some MW/cm2)
- High to medium cut quality (roughness)
- Low heat input
All processes have in common that, because of the narrow focus of the laser beam, the width of cut (kerf width) is very small compared to the other thermal cutting processes. Thus minimum material is melted and the laser energy is used very efficiently. The heat input into the material is thus relatively low so that even small geometries can be cut. In addition, the cut edge is relatively straivght which in all gives very high component accuracy from the cutting process.
This means that laser cutting is used in the most diverse areas, specifically wherever high accuracy for the component geometry and the cut edge is required. The preferred range for steel sheets is up to a material thickness of 20 mm, under certain circumstances up to 25 mm. For this application mainly the CO2 Laser and Fiber Laser are used. For greater thicknesses, laser cutting only makes sense for special applications, more usually other cutting processes (oxyfuel or plasma cutting) are used here.
In orer to even get more felxibility, laser cutting can be combined with plasma cuttng also.
Cutting Options
Contact
Messer Cutting Systems (China) Ltd.
Messer Cutting Systems (Suzhou) Ltd.
Room 3, 528 Nanbang Road
Kunshan 215300
Jiangsu Province
P.R. China
Suitable Machines



